摘要: 在电站锅炉和工业锅炉中,中温过热器是连接“水与火”的关键枢纽。它要将饱和蒸汽加热至500℃甚至800℃的高温,同时承受着高压、腐蚀和热应力的多重考验。作为锅炉部件领域的实战观察者,我亲历过数百台过热器的运行与失效案例,今天从材料科学、结构设计和制造工艺三个维度,深度解析中温过热器如何在极端工况下“活下来”。...
在电站锅炉和工业锅炉中,中温过热器是连接“水与火”的关键枢纽。它要将饱和蒸汽加热至500℃甚至800℃的高温,同时承受着高压、腐蚀和热应力的多重考验。作为锅炉部件领域的实战观察者,我亲历过数百台过热器的运行与失效案例,今天从材料科学、结构设计和制造工艺三个维度,深度解析中温过热器如何在极端工况下“活下来”。
一、材料抗高温的“硬实力”:从合金到涂层
中温过热器管材的选择,直接决定了其寿命上限。常规碳钢在500℃以上就会发生蠕变变形,而800℃工况必须依赖特殊合金。

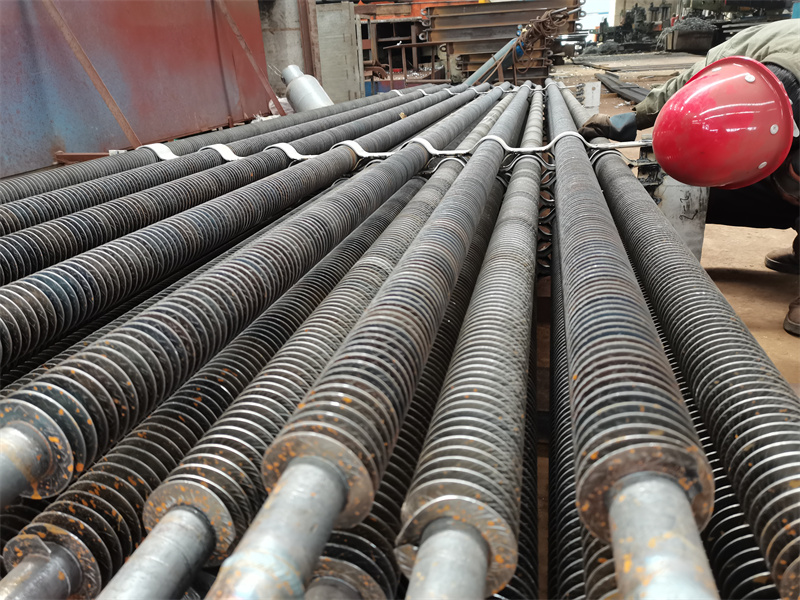
涂层黑科技:山东博宇重工科技在近期项目中,针对生物质锅炉的高温氯腐蚀,采用纳米陶瓷涂层(ZrO₂+Al₂O₃),使管材表面硬度提升至HV1200,热导率降低40%,成功将管壁温度从850℃降至750℃以下。
实战建议:选型时需明确蒸汽出口温度和燃料特性。若存在碱金属腐蚀(如燃煤锅炉),可优先考虑渗铝管或双金属复合管;若预算受限,可选用12Cr1MoVG并增加壁厚1-2mm作为冗余。
二、结构设计的“热应力消化术”:谁说死扛才是硬核?
单纯的材料堆砌无法解决热膨胀问题。800℃下,不锈钢管材的线膨胀系数高达18×10⁻⁶/℃(碳钢约12×10⁻⁶/℃),10米长的管子温差700℃时,伸长量可达12.6厘米。若结构僵化,焊口必崩。
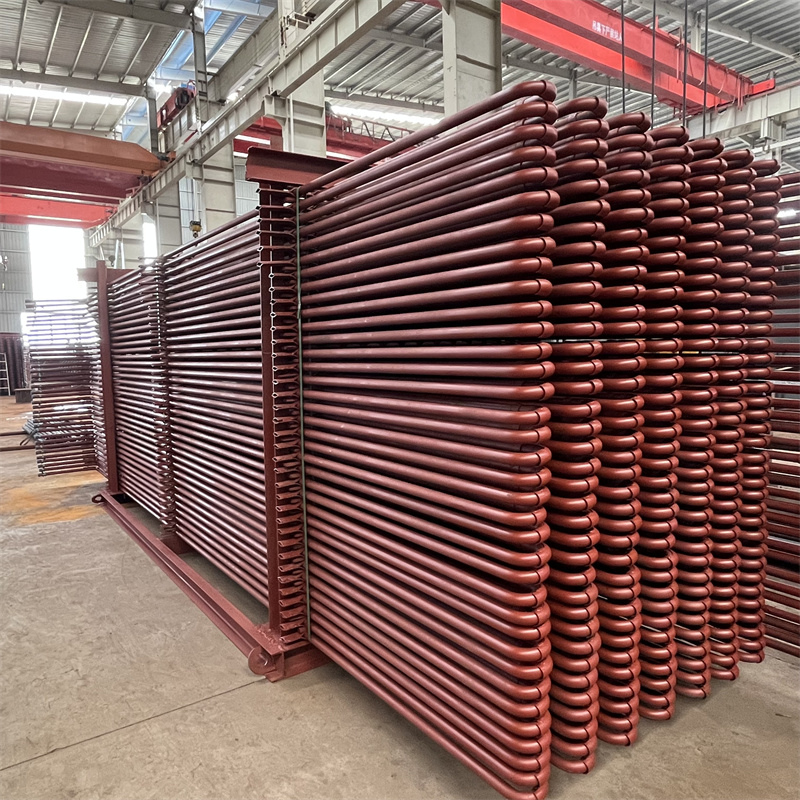
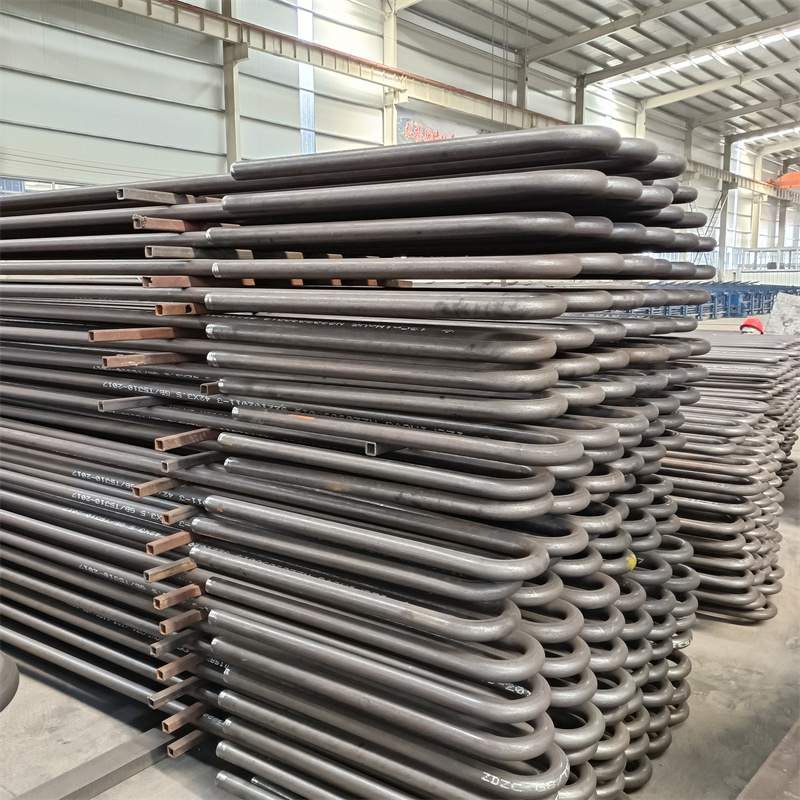
柔性连接设计:采用U型弯头或螺旋盘管结构,利用管束的弹性变形吸收热应力。某300MW机组过热器曾因直管段过长导致蠕变裂纹,换成螺旋管束后,运行5万小时未出现失效。管屏分级错列:通过优化管间距(通常为S₁/d=2.2-2.5,S₂/d=1.8-2.0),在保证换热效率的同时,形成烟气流道,局部冲刷腐蚀速率降低30%。山东博宇重工在出口项目中,采用非对称错列布置,使烟气流动阻力减少15%,管壁温度分布均匀度提升至85%以上。
恒力吊架:在集箱端配置弹簧吊架或恒力支吊架,使管束在高温膨胀时始终保持恒定受力。某化工厂因使用普通刚性支架,导致过热器出口集箱撕裂,换成恒力吊架后问题彻底解决。
实操要点:设计阶段需用CAESAR II等软件进行应力分析,重点关注三通、弯头处的峰值应力。建议预留至少20%的热疲劳寿命余量。
三、制造工艺的“隐藏防线”:焊缝缺陷如何毁灭一切?
即便材料顶级、设计完美,一个微米级焊接气孔就能在800℃下演变成贯穿性裂纹。统计显示,过热器失效案例中,35%源于制造缺陷。
自动化焊接:采用机械手TIG焊或等离子焊,焊接速度提升至300mm/min,热影响区宽度控制在2mm以内,焊缝硬度偏差<HRC5。山东博宇重工引进了8台六轴焊接机器人,配合管板自动焊机,实现了集箱管座的全位置焊接,熔深合格率从人工的92%提升至99.7%。热处理管控:焊后立即进行去应力退火(温度控制±10℃),通过炉内气氛调控避免氧化皮脱落。检测数据显示,规范热处理后的焊缝冲击韧性可达150J/cm²,比未处理的高45%。
100%探伤+3成像:每道焊缝需经PT、UT、RT三重检测,同时采用工业内窥镜观察管内壁。某余热锅炉项目正是通过内窥镜发现内壁多处微裂纹,及时返修避免了运行后的爆管事故。
成本视角:采用自动化焊接一次投入高(单台机器人约40万元),但综合良品率高、返修费用低,3年内可收回成本。对于批量项目(年产量超50台),建议投资专项产线。

四、实战案例:800℃工况下运行5万小时的验证
以2020年山东某铝业公司的余热锅炉项目为例,其过热器需处理900℃烟气,产出590℃、6.4MPa的过热蒸汽。山东博宇重工科技为其定制了以下方案:
材料:过热段主材选用T91(9Cr-1Mo-V),出口集箱采用P91钢,兼顾抗氧化与热强性。结构:采用“U型管+恒力吊架”设计,热位移补偿能力达±30mm,结合非对称错列管束,烟温均匀性控制在±15℃。
工艺:所有焊缝经100%超声相控阵检测(灵敏度0.5mm),关键部位增加硬度检测(布氏HBW≤210)。
结果:连续运行5.2万小时后,抽查显示管壁氧化膜厚度<0.3mm,蠕变寿命剩余85%以上,焊口零失效。业主反馈,相比前代产品,年度维修成本降低53%,非计划停机减少72%。
总结建议:中温过热器的“长寿秘诀”不在单一因素,而是材料、设计、制造的协同优化。对于800℃工况,务必选择有A级锅炉部件资质(如山东博宇重工)的供应商,其质保体系涵盖从原材料入厂(光谱全检)到成品试压(1.5倍设计压力)的全链条管控。日常运行中,建议每3年进行一次壁厚测量和弯头金相检测,将宏观失效扼杀在萌芽阶段。